
�͑���ԃ�ᾀ��
13710633718
13728005115
13710633718
13728005115

 Ԕ���f�����������G�T����ȫ�Ԅӽzӡ�C�ۃr
Ԕ���f�����������G�T����ȫ�Ԅӽzӡ�C�ۃr
�̘˾Wӡ�Ĺ�ˇ�OӋ�����������c��1.ᘌ��������K��;�M���OӋ,��ͬ�Ļ�������ü����в�ͬ��Ҫ����ƿ�b�ƵľƘ˲����Ԅ��N�˷�ʽ��Ҫ����Ϳ�z��ď�������Ҫ�c�Ԅ��N�˙C��ƥ�䣬��t���Ԅ���ˮ���ϟo���M�����a��2.�U�պ��Ƕ�D���OӋ,�̘��OӋ�н�����Ҫ�M���U�պ��Ƕ̎�����e����Ҫӡ��(�y)�ĮaƷ��һ��Ҫ�OӋ���U�հ棬��t��(�y)īֱ��ӡ��������ī�ϣ����׳��F�ɫ׃���Ć��}��3.ƴ,�̘�ӡˢ���@������֮һ���Ƕ�ƴ���لt�������t��ʮ���������ق��Dƴ���^���m��Ҫ������ˇ��r������(1)��ӹ����y�׳̶ȡ��������ĺ�ӹ������^�࣬�t���治������̫��t����ӡˢ܇�g�ء���ȿ��Ʋ��ã���������ɼ�����q�����H��Ӱ���ӡ��߀���o����ĠCӡ��ģ�еȹ�����ɶ�λ�ל����y�Ȇ��}��(2)�����̘ˡ��̘���eһ�㲻���ܴ�����Ҫģ�еı��������̘ˣ�ƴ�����^�࣬��tģ�а������ľ��Ȇ��}��Ӱ�ģ���|����(3)ӡˢ���������ӡˢ��������ƴ�������^�࣬��t�����^������ģ�а���M�øߣ���Ȼ�����ӳɱ���(4)�����_�����������̘˳ߴ��Ӱ푣������ܜʴ_��ƴ�ɰ��_�����_���_�棬����Ҫ�ԱM�����sӡˢ�ü���ԭ�t���x���m����ƴ��ʽ��
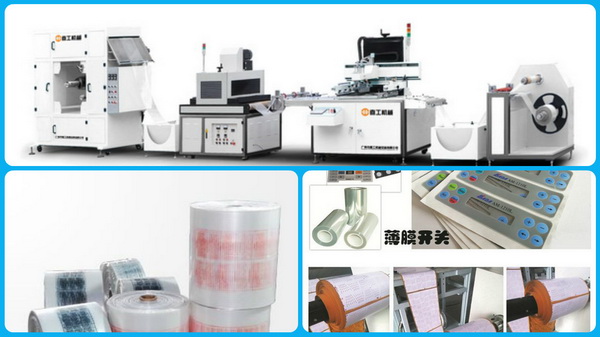
��ᘿ���ӡ�������ƽ�Wӡ��(�Cеƽ�W���ֹ�ƽ�W)��ᘿ���A�Wӡ����ˇ�c���g���ǽ�����lչ�����Ƶġ��cƽ�Wӡ����ȣ�������Ч�ʸߡ��|���������M��ӡ���o�Ӱ�ӡ�ȃ��c���ܵ�ӡȾ�S�ҵ���ҕ��ӡ����ˇ���������������c�c�͑���Ҫ���Q����һ����f��ӡ����e�^�ٵİס��\ɫ��С�黨��ͣ������ȫͿ��ӡ����ˇ���\ɫ�M�ɲ���ȫͿ�Ϲ�ˇ�����һͿ�Ϲ�ˇ������ɫ�M���Ͷ���û���ֱ��ӡ����ˇ������Ⱦ���Ի�Ϳ�ϰ�Ⱦ���Թ�ˇ��

������e�W��ӡˢ�ӾW�������x��Ľz�WĿ��24��/CM���ýz�W��120Ŀ/CM��28��/CM���ýz�W��140Ŀ/CM��30��/CM���ýz�W��150Ŀ/CM��40��/CM���ýz�W��150Ŀ/CM��44��/CM���ýz�W��165Ŀ/CM��48��/CM���ýz�W��180Ŀ/CM��ֵ��ע��ģ�Ҫ���ھWӡ�Ќ��D�����y�pС����С�����˼ӾW���c�WĿ����һ�������ı����⣬߀�оW���ϸй��z�Ӻ�ȵĿ��ƣ��z�W�Ŀ��W�ǶȺ͏������x���ư�ķ����ȡ�

Ŀǰ���l�δa�ѵõ��ձ鑪�ã����]�������������ã��@��Ҫ�������Ј��ό��l�δa�ıO����������λ����Ʒ�Ј������M���cʹ�×l�δa����Ʒ���a�S�������յ���Ϣ��ƥ�����¡���׃�l�δa���f��Ʒ��Ϣ�����ã�����ι�Ч����;��׃�l�δa������Ӌ��C�����Ɨl�a�c�侎�a׃����ʹӡ�Ƴ��ėl�δa������ͬ���R�e�r�Ì��×l�a����x�M���xȡ���Ա���Ρ�Ŀǰ�@һ���g�õ��ˏV�����á�
�zӡ����ɫ�X����:�����Ƶ����c���ڰ�̎Ϳ�ᣬ����ĥ�Ժã��־������wЧ���������ڙCе��ƺ�˾���ҵȡ����y���������������˹��ڸ��g�İ�̎���ᣨ����ע����^ע�ᣩ��Ȼ�������ֹ�����������߅�����ᡣ�@�N�������H�M�r��Ч�ʵͣ�Ҫ�������Ҫ���쾚�ļ��ɣ������Ƴ��Ę��Ƴ���������߅���壬���E׃�Σ��|���ܲ������������ֻ��������һЩ����С��ɫ���١��|��Ҫ�ߡ��D���dz����εĘ��ơ�


 ȫ�Ԅӽz�Wӡˢ�C�S�� ������� @2016-2020[�Wվ�؈D Sitemap]��
ȫ�Ԅӽz�Wӡˢ�C�S�� ������� @2016-2020[�Wվ�؈D Sitemap]�� 